I am primarily interested in engraving metals, so I got a 18W fiber laser with a galvo head (laser is deflected by mirrors mounted on magnetic mounts like those on old analog multimeters, much faster than moving the laser head on a gantry).
wow, that looks fantastic! it looks like you're able to engrave deep enough to cut through thin metal; is that true? how many passes do you need? does it work on aluminum foil, or is that too reflective? how about razor blades? how big is the positioning error, like, what dpi of laser printer is the result similar to? how fast is it, and how much does it cost to run?
I don't have a depth gauge but I would guess 0.1 to 0.2mm. It's with 10 passes, which takes about 8 minutes with a complicated pattern like the crest on the coin (stainless steel, about 20mm in diameter).
It doesn't work on brass or raw (not anodized) aluminum, not because of reflectivity but because they are thermally very conductive and don't heat up locally like steel or titanium would. The dog tags are mirror-polished and very reflective, but they engrave beautifully. On anodized aluminum, the laser just strips the anodizing, revealing the raw almunum underneath.
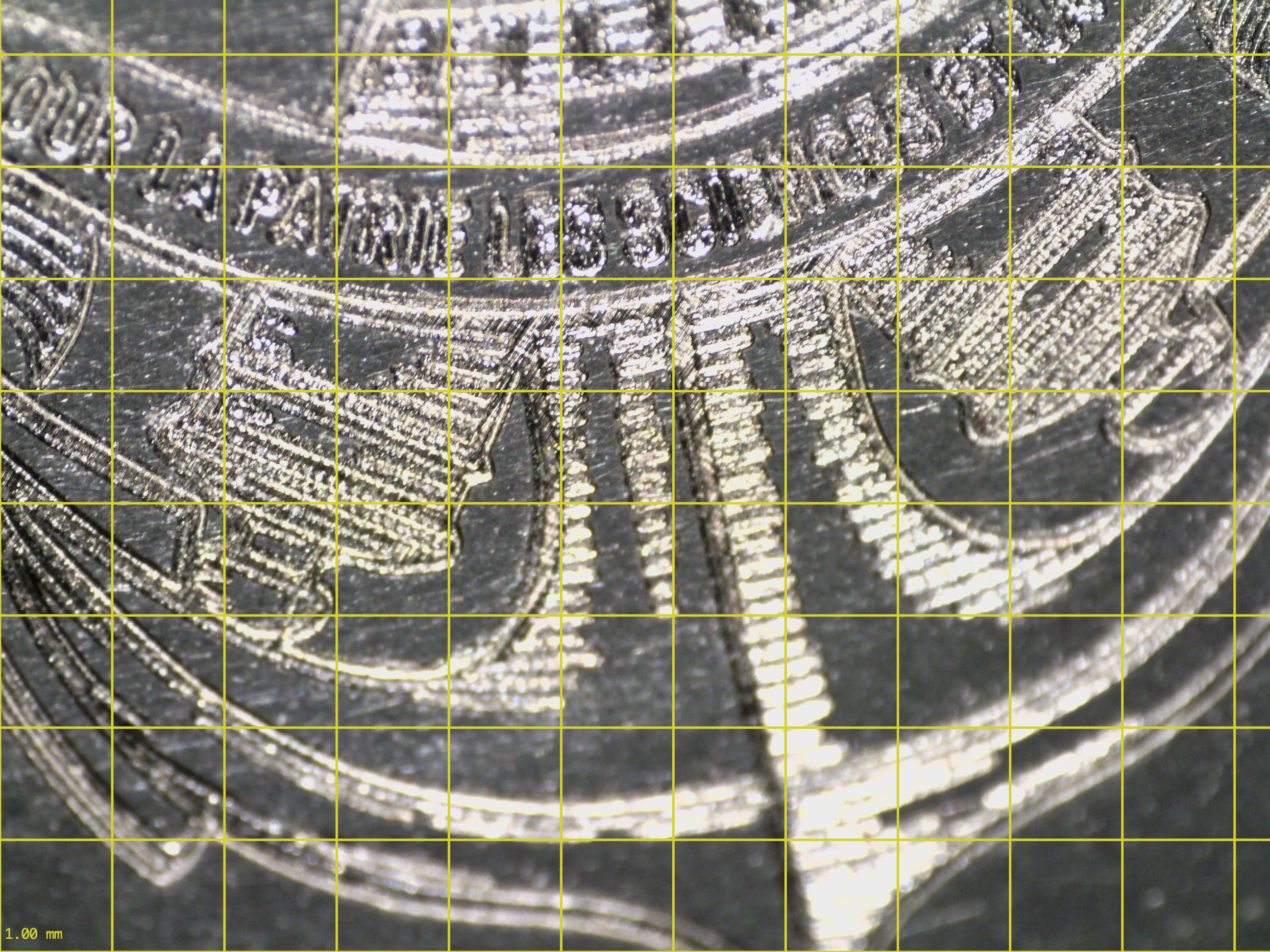
Repeatability is excellent on the galvo, otherwise it would not yield good results with multiple passes. I can't give a dpi rating because it is intrincally a vector machine, but here is a pic with a calibrated microscope showing a 1mm square grid superimposed:
Their rating is 0.01mm, which is probably optimistic. In any case, you can see the sparks the metal makes as it is ablated by the laser, that process is inherently a bit messy, just like you can't compare a laser printer's dpi with an inkjet's because the ink drops splatter:
The working area is fairly small, about 20cm x 20cm x 10cm, pretty common for galvo heads. The limiting factor is the optics since the laser head itself is stationary and the lens needs to focus on the engraving plane. You focus by raising or lowering the head on a vertical rail using a knob. Some fancier models have motorized Z axes and autofocus cameras.
I've never tried on razor blades, I would assume it would punch through. It's likely thermal warping would yield unusable results, however.
No idea what the cost to run is, I doubt it's more than a couple hundred watts. The main cost is the laser, I paid $2000 for it on Black Friday special plus about $500 for the enclosure.
The brand of the engraver doesn't really matter, they are all assembled using the same lasers, galvos and lenses, just like most PCs are made from the same few components no matter whose brand sits on the faceplate, but getting support will be important. I had to fix mine because the red preview laser burned out. It's not too hard if you have any experience with computers and electronics (no soldering needed) but still a bit disconcerting.
The EZCAD 1.x software (Windows-only) is abysmal. I would strongly recommend getting the Mac-only Lightburn software instead if your laser is compatible (mine claimed to be but didn't in practice, and I had no interest in debugging this).
100μm deep is amazing! by cutting steel (and even stainless!) this machine is dramatically overdelivering on its process of marking metals. 100μm to 200μm is plenty thick enough to use it to cut holes in things, and if that only takes 10 passes, you're getting 10μm or 20μm per pass, which is also amazing
that suggests you might be able to manage aluminum foil, which is typically 10μm thick, and doesn't have all that extra aluminum behind the surface to heatsink it. and that would avoid the usual problems with making things from aluminum foil, which is that you can't do anything with it without wrinkling and/or tearing it
an alternative way to engrave or cut aluminum or brass might be to anodize or paint it first, use the laser to selectively strip off that surface layer, and then etch it with acids, bases, or electrolysis where the metal has been left unprotected
the markings in the micrograph seem to be perfectly sharp, straight, and smooth down to the resolution of the microscope, though the finest lines I see are on the order of 150μm across according to the grid (15px on a 104px grid). this suggests that the positioning repeatability is in the range of the specified 10μm, even if (as you say) the messy crater the laser creates is about 150μm across. 10μm out of a 200mm range is astounding resolution, that's 20k × 20k reliably distinguishable positions
the w&m levsha video i linked elsethread https://youtu.be/PAFBkgawH3w?t=2m10s did manage to cut parts out of razor blades (600 passes to get through 100μm) without any noticeable thermal warping, but i think his laser is weaker than yours; he can only ablate the metal oxide, not the metal itself. given that, it's surprising that his can mark brass and yours can't; possibly he's using a grade of brass with less copper and therefore lower conductivity, or maybe there's a relevant reflectivity difference which in effect makes his laser more powerful on brass than it is on steel
i'm guessing the cost to run is probably dominated by either the depreciation of the machine (say, a dollar a day whether you use it or not) or, with heavy use, the lifetime of the laser (say, 20k hours would give 10¢/hour) except that if i recall correctly you're in california where retail electricity is supposedly nearly 50¢ a kilowatt hour, which would be 10¢ an hour for a couple hundred watts. but with solar panels the energy cost would be about 20× less
has anybody reverse-engineered the protocol, i wonder?
OK, you got me curious. I took a candy tin lid, 0.22mm thick according to my micrometer. Using 80% power, 100 mm/s, 40kHz and a loop count of 300, I was able to cut through in about 3 minutes (letter K in your honor, Gill Sans, 1cm wide).
Seen through the protective enclosure (hence the green color cast):
that's super exciting! precisely cutting 220μm-thick steel sheet without warping it is an ability not to be underestimated, particularly when you can cut it to literally any shape you want to an x-y precision of 10μm, subject to i guess a minimum corner radius. 220μm ÷ 300 passes suggests you were vaporizing about 700nm of steel per pass, which seems pretty plausible; it's faster than the w&m levsha results but not that much
how efficient is this? heat of vaporization of iron is 354 kilojoules per mole, which works out to 6.3 kilojoules per gram, plus another 3 kilojoules per gram or so to reach the boiling point. if i estimate your cut width as 100μm and the cut length as 60mm (600ms at 100mm/s, 18 frames at 30fps), that's about 1.3 mm³ of iron, about 10 mg, which should require about 90 joules to vaporize it. this is about 500 milliwatts over 3 minutes, which is a lot less than 14.4 watts, so probably most of the heat is being lost to things like reflection and conduction; maybe most of the focus spot isn't getting hot enough and only the center is actually boiling (though the sparks suggest that some of the iron is being ejected in liquid form)
i suspect it could become a lot more practical with automatic focus
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}